




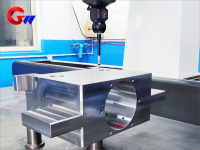
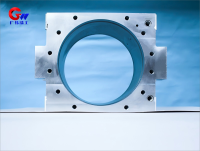
Assento de rolamento para rolo de trabalho do lado de transferência do laminador a quente
O assento do rolamento do rolo de trabalho é um dos principais produtos de precisão da GW.
Liste as principais funções e requisitos operacionais do assento do rolamento do rolo de trabalho no lado da transmissão do laminador a quente da seguinte forma:
Funções principais
Transmissão de torque: responsável pela transmissão de torque do sistema de transmissão principal para o rolo de trabalho (o torque máximo pode chegar a 500 kN · m)
Suporte de carga dinâmica: capaz de suportar força de rolamento (2000-6000kN em um lado) e carga de impacto alternada
Manutenção da precisão: garantir que a excentricidade radial do rolo de trabalho seja ≤ 0,04 mm (garantindo uma tolerância de espessura de ± 0,15% para a tira de aço)
Adapte-se às condições de trabalho
Faixa de temperatura: Temperatura de trabalho da posição do rolamento 80-120 ℃ (pico instantâneo 180 ℃)
Velocidade de rolamento: ≤ 15 m/s (até 20 m/s quando emparelhado com rolamentos de filme de óleo)
Frequência de substituição do rolo: ≥ 1 vez/turno (requer desmontagem e projeto rápidos)
- GW Precision
- Luoyang, China
- Estipulação Contratual
- Capacidade anual é de 500 peças
- em formação
Assento de rolamento para rolo de trabalho do lado de transferência do laminador a quente
Normas de materiais e fabricação para o assento do rolamento do rolo de trabalho no lado da transmissão do laminador a quente
Material principal
Marca: ZG35CrNiMoV (aço fundido de grau especial)
Otimização de ingredientes:
|Elementos | C 0,33-0,37 | Cr 1,0-1,3 | É 1,2-1,6 | Mês 0,3-0,5 | V 0,15-0,25|
Vantagens de desempenho:
Resistência a altas temperaturas (σ ₀. ₂ ≥ 650MPa a 300 ℃)
Vida em fadiga (Nf ≥ 2 × 10⁶ vezes em Δσ=400MPa)
Materiais dos componentes principais
Dureza superficial dos materiais componentes após tratamento térmico
Assento de rolamento do corpo do rolo de trabalho ZG35CrNiMoV temperado e revenido + envelhecido HB 300-330
Tratamento de nitretação de chaveta de transmissão de torque 42CrMoA HV 800-900
Tampa final selada duplex em aço inoxidável 2205 tratado com solução HRC 28-32
Tratamento térmico e tratamento de superfície do assento do rolamento do rolo de trabalho no lado da transmissão do laminador a quente
Processo de tratamento térmico
A [Fusão em forno de arco elétrico] -->B [Despejo de proteção com argônio]
B -->C [normalização de 880 ℃ × 6h]
C -->D [têmpera em óleo de 850 ℃ + revenimento de 620 ℃]
D -->E [tratamento criogênico de -80 ℃ × 4h]
reforço de superfície
Revestimento de WC-12Co por pulverização de chama hipersônica (HVOF) em furos de mancal (espessura 150-200 μm, HV ≥ 1300)
Têmpera a laser da superfície de vedação (profundidade da camada de endurecimento 1,2-1,5 mm, HRC ≥ 52)

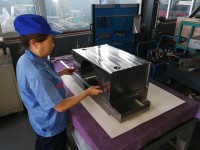
1、 Centro de usinagem vertical: De acordo com a profundidade de fresagem do formato da vista de 5 mm para encontrar a correia positiva (cada lado tem espaço para 1,5-2 mm); limpe e remova as rebarbas da borda afiada para inspeção. (primeira peça para inspeção)
2、 Máquina de perfuração horizontal:Verifica-se que uma margem de 1,5 a 2 mm é reservada para cada superfície da correia normal, e a margem da ranhura na vista é de 1,5 a 2 mm; a margem do furo no furo é de 3 a 4 mm; o comprimento de cada furo é de 2 a 3 mm; e a borda livre é usada para remover a borda afiada da rebarba para inspeção. (primeira peça para inspeção)
3、 Centro de usinagem vertical: Fresamento de acabamento para requisitos (superfície de ajuste sem tolerância), comprimento de fresamento para encontrar a profundidade da borda correta de 5 mm; perfuração para os requisitos, cada lado da quantidade residual de 1 ≤ 1,5 mm; cada comprimento do furo para os requisitos e aponte para as duas extremidades do furo central do furo; para garantir a tolerância dimensional e a tolerância de forma e posição do assento do rolamento.
4、 Trabalho de bancada:Cada furo de posicionamento do fundo da rosca atende aos requisitos do assento do rolamento do rolo de trabalho.
5. Trabalho de bancada:Outras perfurações de furos de óleo e parafusos; limpeza e remoção de bordas afiadas de rebarbas para inspeção. (primeira peça no assento do rolamento para inspeção)
6. Inspeção final: remover bordas afiadas de rebarbas limpando e enviando para inspeção, e emitir lista de inspeção para o assento do rolamento.

Especificações de inspeção e teste para o assento do rolamento do rolo de trabalho no lado da transmissão do laminador a quente
inspeção de materiais
Análise de composição: espectrômetro ICP (desvio do elemento ≤± 0,01%)
Ensaios não destrutivos:
Ensaio ultrassônico (EN 12680-3 Classe 1)
Inspeção de partículas magnéticas (ASTM E709, detecção de trincas ≤ 0,1 mm)
testes de desempenho
Indicadores de qualificação do método padrão do projeto de teste
Teste de carga estática ISO 19973-1 1,8 vezes a carga nominal sem deformação
Ensaio de fadiga dinâmica DIN 50100 10 ⁷ ciclos sem fissuras
Teste de desempenho de vedação ISO 5208 Classe A 0,6 MPa, retenção de pressão sem vazamento
detecção dinâmica
Nível de equilíbrio dinâmico: nível G0.4 (ISO 1940-1)
Intensidade de vibração: ≤ 2,5 mm/s(GB/T 29531)
Perguntas frequentes
1. Você consegue fazer isso? Assento de rolamento para o rolo de trabalho Produto De acordo com a exigência do cliente?
R: Sim, podemos atender às suas necessidades específicas.
2. Posso visitar sua fábrica antes de fazer o pedido? ?
R: Sim, bem-vindo à nossa fábrica para uma visita de campo.
3. Qual é o porto mais próximo da sua empresa?
R: O porto de Xangai é o mais próximo.
4. Podemos escolher materiais diferentes para o assento do rolamento do rolo de trabalho?
R: Sim, pode ser selecionado dependendo de suas necessidades.
5. Quanto tempo demora para eu receber o assento do rolamento para o rolo de trabalho?
R: Geralmente, o transporte marítimo leva de um mês e meio a dois meses. Depende da quantidade do seu pedido.
6. Qual é a capa do seu pacote?
R: Usamos caixa de madeira para exportar.





