




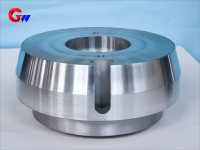
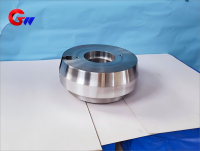
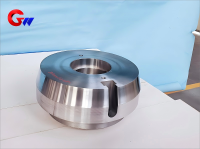
Cabeça cônica de rolo de aço fundido
Cabeçote cônico de rolo de aço fundido de precisão GW é um dos componentes importantes do laminador.
- GW Precision
- Luoyang, China
- Estipulação Contratual
- 1000 peças
- em formação
Cabeça cônica de rolo de aço fundido
O cabeçote cônico de rolos de aço fundido é utilizado principalmente em laminadores metalúrgicos, máquinas de mineração, equipamentos pesados e outras aplicações que exigem altas cargas radiais e axiais. Sua característica de projeto é o uso de rolamentos de rolos cônicos (como a série TIMKEN) para suportar simultaneamente forças radiais e axiais, sendo adequado para condições de alto impacto, alta velocidade ou cargas pesadas.
Cenários de aplicação de cabeçote cônico de rolo de aço fundido
1. Principais áreas de aplicação
Laminador a quente/frio: Suporta o rolo de trabalho, o rolo intermediário ou o rolo de suporte para suportar a força de laminação e o movimento axial.
Máquinas de mineração: usadas em sistemas de transmissão de equipamentos pesados, como britadores e moinhos de bolas.
Equipamentos de energia eólica: assento de rolamento do eixo principal da turbina eólica grande.
Navios/máquinas pesadas: componentes rotativos de alta carga, como eixos de hélice e caixas de engrenagens.
2. Características do trabalho
Alta carga: suporta força radial (força de rolamento) e força axial (movimento de rolamento).
Ambiente de alta temperatura/alta poluição: Resistência ao calor e prevenção à oxidação são necessárias em condições de laminação a quente; O ambiente de mineração precisa ser à prova de poeira e à prova d'água.
Requisito de alta precisão: A precisão de ajuste entre o furo interno do assento do rolamento e o anel externo do rolamento (geralmente nível H7 ou H8).
Processo de tratamento térmico para assento de rolamento cônico de rolo de aço fundido
O assento do rolamento cônico do rolo de aço fundido é geralmente feito de aço fundido de baixa liga (como ZG35CrMo, ZG42CrMo), e o processo de tratamento térmico é o seguinte:
1. Pré-tratamento (recozimento ou normalização)
Objetivo: Eliminar o estresse de fundição, refinar o tamanho do grão e melhorar a usinabilidade.
Processo: Aquecer a 850-900°Ce manter aquecido antes do resfriamento ao ar (normalização) ou do resfriamento do forno (recozimento).
2. Tratamento de têmpera e revenimento (têmpera+revenimento)
Têmpera: aquecer a 850-900°C(dependendo do material), têmpera em óleo ou têmpera em água (para evitar deformação).
Têmpera: Têmpera a 500-650°Cpara obter uma estrutura martensítica, equilibrando resistência e tenacidade (dureza HB 250-320).
3. Reforço superficial local (opcional)
Têmpera por indução: têmpera de alta frequência da superfície de instalação do rolamento para melhorar a resistência ao desgaste (dureza HRC 50-55).
Cementação/nitretação: adequada para aço de alta liga para aumentar a resistência à fadiga.
4. Recozimento de alívio de tensões (após usinagem de precisão)
Recozimento de baixa temperatura a 200-300°Celimina o estresse da usinagem e previne a deformação.
Introdução à função:
1. Transmissão de torque: As cabeças cônicas são usadas para transmitir o torque rotacional do motor mais
eficientemente, garantindo um processo de laminação suave.
2. Melhore a estabilidade da conexão: O design da cabeça cônica ajuda a melhorar a estabilidade da conexão entre
o cabeçote do rolo e o eixo de acoplamento, reduzindo o afrouxamento ou desgaste em altas velocidades.
3. Adaptação a diferentes necessidades de laminação: O design da cabeça cônica ajuda a se adaptar a diferentes tipos de
processos de laminação, como laminação a quente e a frio, bem como as necessidades de laminação de diferentes materiais.
Produtos relacionados




