




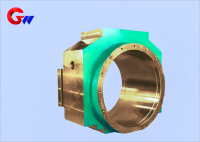
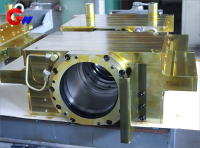
Máquina de laminação a quente de operação lateral de rolo de trabalho de eixo de bloco de laminação
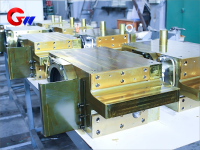
Nossa empresa possui centro de usinagem de cinco eixos DMG DMF1800*600, centro de usinagem horizontal, centro de usinagem vertical, centro de usinagem de pórtico e inspeção de três coordenadas de alta precisão.
O bloco de eixo do laminador de rolos de trabalho é um dos principais produtos de precisão da GW.
- GW Precision
- Luoyang, China
- Estipulação Contratual
- Capacidade anual do carretel de aço é de 4000 peças
- em formação
Máquina de laminação a quente de operação lateral de rolo de trabalho de bloco de eixo de laminação
(Adequado para linhas de produção de laminação a quente de chapas e tiras/perfis de aço)
1、Cenários de aplicação
1. Funções principais
Posicionamento dos rolos e transmissão de força:
Manter a estabilidade do rolo de trabalho sob a ação da força de rolamento (máximo 30MN) e da força de flexão (± 1000kN)
Suporta a carga de impacto instantânea do aço cortante (coeficiente de impacto 2,0-3,5)
Gerenciamento térmico:
Trabalhando em um ambiente de temperatura de laminação de 400-800 ℃, a temperatura instantânea da superfície pode atingir 300-450 ℃
Necessidade de resistir ao estresse térmico periódico (>10 ⁵ ciclos/ano)
2. Condições típicas de trabalho do bloco do eixo do moinho
Carga mecânica: tensão de contato Hertz 1000-1500MPa, carga de vibração torcional (velocidade crítica deve evitar velocidade de trabalho 1,5-2,5 vezes)
Ambiente de desgaste: partículas abrasivas de incrustações de óxido de ferro (HV800-1100) + deposição de carbonização em alta temperatura de lubrificante de rolamento
Seleção de materiais e otimização do eixo do bloco do laminador de rolos de trabalho
1. Material de base
Qualidade do material, principais vantagens, cenários aplicáveis
Laminador de chapas largas e grossas de alta resistência à temperatura de 50CrMoV (σ 0,2 ≥ 650MPa a 500 ℃) (corpo do rolo sshhh3m)
Desempenho de fadiga de baixo ciclo (Nf ≥ 5000 vezes em Δ ε t = 1%) de tira de aço de alta resistência 38CrNiMoV durante a laminação
Aço inoxidável laminado a quente H13 com melhor resistência ao calor (condutividade térmica 24 W/m · K)
2. Principais tecnologias de reforço
Superfície de contato do rolamento:
Têmpera a laser (profundidade da camada de endurecimento 2-3 mm, HRC54-58)
Pulverização de plasma WC-10Co4Cr (porosidade <0,8%)
Área de conexão roscada: tratamento de borificação (camada de Fe2B 50-80 μ m)
3. Aplicações inovadoras de materiais
Eixo funcional do gradiente:
Núcleo: 25Cr2MoV (alta tenacidade)
Superfície: Stellite 21 (resistente ao desgaste em alta temperatura)
Colagem por difusão por prensagem isostática a quente (HIP)
3. Sistema de tratamento térmico
Têmpera a vácuo: 1020 ℃ × 3h (resfriamento com nitrogênio)
Têmpera dupla: 560 ℃× 4h + 520 ℃× 6h (resfriado a óleo)
Tratamento de estabilização: Resfriamento profundo (-120 ℃× 8h) + envelhecimento (250 ℃× 24h)
4. Reforço de superfície
Processamento composto:
Granalhamento (resistência Almen 0,4-0,45 mmN)
Sulfurização iônica (camada de FeS 1-2 μ m)
Texturização a laser (Sa=3–5 μm)
*Processos-chave:
Retificação de temperatura constante da posição do rolamento (refrigerante 20 ± 1 ℃)
Usinagem eletroquímica de filete de transição (precisão do ângulo R ± 0,05 mm)*
Parâmetros típicos deBloco de eixo do moinho de laminação de rolos de trabalho
Requisitos para indicadores de parâmetros
Tolerância do diâmetro do eixo de φ 320 ± 0,008 mm
Taxa de fluência em alta temperatura ≤ 1 × 10 ⁻⁷%/h (500 ℃/200MPa)
Aceleração de vibração ≤ 4,5m/s² (ISO 10816-8)
A vida útil deste eixo em um laminador a quente é de 2 a 3 anos (com uma capacidade anual de laminação de 1,5 a 2 milhões de toneladas), podendo ser estendida para até 5 anos com o uso de materiais gradientes. A taxa de falha por fadiga térmica é superior a 60%, e o foco atual da pesquisa e desenvolvimento está em revestimentos de barreira térmica nanoestruturados.



